

殘余應(yīng)力產(chǎn)生的原因及危害
一、 殘余應(yīng)力的形成
機械加工和金屬強化工藝都能引起殘余應(yīng)力。從大的方面來說產(chǎn)生殘余應(yīng)力的因素可以分為兩大類:一是外力;二是不平衡溫度場。能產(chǎn)生殘余應(yīng)力的外力有:冷拉、彎曲、切削加工、滾壓、噴丸等等。不平衡溫度場造成的殘余應(yīng)力最典型的就是鑄造、焊接和熱處理。鑄造件、焊接件存在殘余應(yīng)力這是大家所的。
1、 鑄造應(yīng)力的形成
我們知道,鑄件是鐵水澆入鑄型內(nèi)經(jīng)過冷卻凝固形成的。由于鑄件的壁厚并不是很均勻的,所以鑄件各部位凝固的時間速度也不相同。壁薄的部分凝固快,壁厚的部分凝固慢,隨著溫度的冷卻兩部分同一時刻進入的狀態(tài)也不同。
“高" 厚壁部分 壁薄部分
↓ ↓
溫 液態(tài) 液態(tài)
↓ ↓
液態(tài) 塑性狀態(tài)
度 ↓ ↓
塑性狀態(tài) 彈性狀態(tài)
↓ ↓
“低" 彈性狀態(tài) 彈性狀態(tài)
鐵水進入鑄型以后,隨著溫度的降低,壁薄部分提前凝固;而厚壁部分還處于液體狀態(tài)。溫度繼續(xù)降低,薄壁部分進入彈性狀態(tài) ,厚壁部分進入塑性狀態(tài) 。在這個期間雖然兩部分收縮不一致,但由于厚壁部分處于塑性狀態(tài)它們之間的作用力可以通過厚壁部分的變化而釋放。繼續(xù)冷卻兩部分均進入了彈性狀態(tài),由于厚壁部分溫度高,收縮量大,薄壁部分溫度低,收縮量小,薄壁部分阻止厚壁部分的收縮,薄壁受壓應(yīng)力,厚壁受拉應(yīng)力這種作用一直持續(xù)道室溫就形成熱
應(yīng)力(鑄件殘余應(yīng)力的一種)。除了熱應(yīng)力以外,由于厚壁部分與薄壁部分冷卻速度的不同,因此他們進入相變的時間也不同,這又會產(chǎn)生相變應(yīng)力。另外,還有砂型和砂芯的機械阻礙應(yīng)力等。
2·焊接應(yīng)力的產(chǎn)生工件的兩部分在焊接過程當中,焊縫是高溫區(qū),焊縫的周圍是熱影響區(qū);焊縫與母材之間形成一個金屬熔化帶。熔化帶再結(jié)晶的過程中焊縫與熱影響區(qū)之間的過程類似與鑄件的后期凝固過程,在兩部分均冷卻到彈性狀態(tài)時,形成一個拉壓應(yīng)力這種拉壓應(yīng)力一直保持到周圍環(huán)境常溫溫度的話,就形成了焊接殘余應(yīng)力。
至于外力對工件造成的應(yīng)力,我們很容易理解,在此不再復述。
二·殘余應(yīng)力的危害
殘余應(yīng)力的存在,使工件內(nèi)部暫時保持一個內(nèi)力平衡,是暫時的穩(wěn)定,在工件不受外界溫度以及外力作用時;工件的宏觀尺寸不會發(fā)生變化;但是工件總是要承受載荷的,還有機加工過程中來自刀具的抗力;搬運過程的碰撞等。當工件受到這些外力作用時,如果工件某個部位存在殘余應(yīng)力,當外力的作用方向與該點的殘余應(yīng)力作用方向一致的時候那么該點所受的力就等于外力與殘余應(yīng)力相疊加;當這二力之和大于或者等于材料的屈服極限的時候,那么該點就會產(chǎn)生塑性變形。輕者使工件的尺寸精度發(fā)生變化,而使工件報廢;重者使工件產(chǎn)生斷裂,甚至釀成事故。
這種情況在企業(yè)實際生產(chǎn)中有很多例子。例如某企業(yè)生產(chǎn)大型電機,其中一個工件,在毛坯焊接完以后,在機加工以前劃線,尺寸正確可是一旦上了機床機加工完以后再檢查尺寸,結(jié)果是嚴重超差。導致工件報廢。在沒有意識到殘余應(yīng)力的存在以前,該單位總是把責任推給機加工車間,致使機加工車間為此工件傷透了腦筋。后來一個熱處理的技術(shù)人員提出了可能是殘余應(yīng)力存在的問題,與總議考察了振動時效設(shè)備。在該工件毛坯焊接完以后,機加工以前對該工件進行兩次振動消除應(yīng)力處理,結(jié)果是問題解決了。而后該企業(yè)又對粗加工以后精加工以前的工件進行了一次振動消除應(yīng)力處理,結(jié)果是工件加工后的精度穩(wěn)定性大大提高。裝配公差比以前很多,不但解決了技術(shù)難題而且產(chǎn)品質(zhì)量大有提高,受到了用戶的好評。
另外一家生產(chǎn)礦山機械的廠家,該機械主要是鑄鋼件和焊接件,設(shè)備生產(chǎn)裝配完以后空機試車沒有問題。但到了用戶那兒一旦應(yīng)用到生產(chǎn)中,加上工作載荷,況且礦山設(shè)備一般受的是沖擊載荷。用不了幾天就出現(xiàn)軸承卡死現(xiàn)象。后來,生產(chǎn)商組織技術(shù)人員共同商討此事,認為是殘余應(yīng)力的問題。在生產(chǎn)對工件振動消除殘余應(yīng)力,問題就解決了。
這方面的事例很多,總之殘余應(yīng)力的存在對工件精度來說是一個不穩(wěn)定因素,他直接影響一個企業(yè)的生產(chǎn)進度及產(chǎn)品質(zhì)量。有時殘余應(yīng)力的危害并不是在很短的時間內(nèi)就突出地表現(xiàn)出來;它只是存在一個潛在的危害。
另外在特殊材料行業(yè)。尤其是生產(chǎn)腐蝕性介質(zhì)的容器和泵體、變壓器殼體、儀器等,會存在一個應(yīng)力腐蝕的問題。造成介質(zhì)的泄漏,這也是殘余應(yīng)力與腐蝕性介質(zhì)共同作用的結(jié)果。
但是,殘余應(yīng)力也有有益的一面。例如,熱處理中的淬火,表面殘余應(yīng)力的存在會增加工件的耐磨性等。
HZ液晶全自動系列振動時效系統(tǒng)使用說明
一﹑主要功能特點
HZ液晶全自動系列振動時效系統(tǒng)設(shè)備
1.真彩液晶動態(tài)顯示各類曲線和數(shù)據(jù),時效過程和曲線走勢一目了然。
2.自動判定工藝參數(shù)合適與否,并給出修訂方案,實現(xiàn)人機對話。
3.全自動功能最完善,兼具半自動,手動功能。
4.動態(tài)跟蹤功能可保證振動處理始終在標準要求的亞共振區(qū)進行。
5.依據(jù)*的頻譜分析技術(shù),按優(yōu)化工藝選擇激振頻率進行時效處理。
6.采用脈寬調(diào)制技術(shù),具有強大的抗力。
7.在線打印,全中文顯示各曲線標注,使打印曲線更易識別與判斷。
8.強大的人機對話加上簡單的操作方式使操作者更易掌握振動時效工藝。
9.飛車提示,多重保護功能排除了現(xiàn)場操作危險性。
注:振動時效效果90%以上取決于操作
殘余應(yīng)力的形成

殘余應(yīng)力的形成 是一個復雜的過程,在工件焊接、鑄造、鍛打、冷熱校直、熱處理和機械加工等工藝中都能出現(xiàn)殘余應(yīng)力。如不及時處理,對工件的結(jié)構(gòu)脆斷、疲勞破損、機械強度和尺寸穩(wěn)定性均會造成影響。
如 在工件焊接過程中是對焊件局部加熱繼而逐漸冷卻的過程,不均衡溫度場使焊件各部分產(chǎn)生不均勻的微觀變形,從而產(chǎn)生焊接應(yīng)力。按作用時間有焊接瞬時應(yīng)力和焊后殘余應(yīng)力,一般焊后殘余應(yīng)力是造成工件變形和開裂等工藝缺陷的重要原因。故消除和均化殘余應(yīng)力顯得極為重要。現(xiàn)階段我們一般采用自然時效、熱時效和振動時效三種方式來消除殘余應(yīng)力。
振動時效(又稱高頻振動消除應(yīng)力),是一種節(jié)約能源的新技術(shù)和新工藝。它通過機械高頻振動的方法調(diào)節(jié)金屬構(gòu)件的內(nèi)應(yīng)力,達到降低構(gòu)件殘余應(yīng)力和穩(wěn)定幾何尺寸的目的。
“振動時效"的基本方法是將激振器安裝在彈性支承的被處理工件上,利用控制箱按工藝規(guī)程控制激振的頻率、振動時間等工藝參數(shù),使構(gòu)件振動一定的時間(一般10一40分鐘),然后取下激振器就完成了一次時效處理。
特 點:
1.可以消除被處理構(gòu)件殘余應(yīng)力的20%一70%左右。
2.理論與實踐證明:在保證構(gòu)件尺寸穩(wěn)定性方面優(yōu)于熱時效處理。
3.一般可節(jié)能90%左右(同熱時效相比)。
4.同熱時效相比,可降低時效處理費用90%左右。
5.適用性強。因為振動時效設(shè)備簡單,輕便易挪,可在車間現(xiàn)場快速處理,且不受構(gòu)件尺寸龐大的限制。
6.保證尺寸穩(wěn)定性的同時可提高工件抗載荷變形能力和機械強度。
同時振動時效也有一些缺點,如固有頻率高的工件振不動,箱體工件有一定的噪音,不能替代以消除應(yīng)力以外的熱處理,對操作人員需要專業(yè)培訓!
◎振動時效原理簡述
HZ 曉航振動時效
振動時效是采用外力振動的方式,使工件內(nèi)部產(chǎn)生一定周期變作用力,作用力和工件本身殘余應(yīng)力疊加,超過工件本身的微觀屈服極限便導致工件發(fā)生微觀的塑、彈、粘性力學變化。從而引起殘余應(yīng)力的降低和均化。使工件內(nèi)部各方面作用的力基本趨于平衡。防止工件變形。提高工件疲勞極限。從而發(fā)揮工件本身的實用價值! 最后通過比較時效前后及過程中工件的有效固有頻率及其加速度等參數(shù)的變化來判斷時效效果。
工藝實施和設(shè)備配置
主機
激振器
拾振器(傳感器)
卡具(C字夾頭)
橡膠墊
系統(tǒng)軟件
曉航科技振動時效振動過程中產(chǎn)生的振動形態(tài)
工件的振動形態(tài)大致分為彎曲 振型 扭曲振型
所謂彎曲振型 是 工件如下圖 安裝裝夾形勢

所產(chǎn)生的 振動是由中間 逐步擴散到倆端去的如下圖

這樣就是 工件的倆端 振動抖動的烈 ,抖動到一定的強度以后使中間位置的應(yīng)力 向倆端釋放延伸最終松弛
扭曲振型
如下圖
內(nèi)部所產(chǎn)生的振動是這樣如下圖
力量 是由一端 走向另一端,這個過程中逐步由一端向另一端施加力量最終 把殘余應(yīng)力松弛均化 消除
綜述所述 無論哪種振型 都應(yīng)該達到高頻振動 工件共振的效果,工件四個角 都應(yīng)該振動起來視為共振!振動時效儀
振動時效
振動時效設(shè)備
振動時效系統(tǒng)
振動時效裝置
時效高頻振動儀
振動時效去應(yīng)力
時效高頻振動機器
震動時效技術(shù)
振動時效裝置
去內(nèi)應(yīng)力
除應(yīng)力機
焊接應(yīng)力
鑄造應(yīng)力
鋁合金應(yīng)力
不銹鋼應(yīng)力
時效高頻振動儀
時效去應(yīng)力機
時效振動均衡殘余應(yīng)力
矛盾力振動時效
震動時效
時效去應(yīng)力機
時效高頻均衡應(yīng)力
振動時效技術(shù)
高頻振動消除內(nèi)應(yīng)力
曉航科技專業(yè)品質(zhì)
不是所有的工件都適合振動時效
焊接振動時效
鑄造振動時效
冷加工振動時
熱加工振動時效
有色金屬振動時效
防爆門振動時效
防爆電器振動時效
操作配置說明
⒈ 操作面板配置(見圖一)
⑴ 液晶轉(zhuǎn)速顯示窗口。用于在線動態(tài)顯示轉(zhuǎn)速值,曲線,頻率等參數(shù)。
(2) 打印機。用于打印A—f、A—t曲線及數(shù)據(jù)。
⑹ 打印鍵。用于將屏幕顯示的內(nèi)容通過打印機⑶打印出來。
⑺ 手動升速鍵。開機后按一下 慢升速,再按一下 升速,再按一下 快升速;想停止,按降速穩(wěn)速;。
⑻ 手動降速鍵。按下慢降速,再按一下降速,再按一下快降速;按升速鍵,降速停止穩(wěn)速;當開機后設(shè)備沒有進入任何工作狀態(tài)時,按降速鍵進入時間設(shè)定狀態(tài),2(時間窗口)閃爍,按降速鍵進入轉(zhuǎn)速千位設(shè)定,1(轉(zhuǎn)速窗口)中的千位閃爍,在按降速鍵進入轉(zhuǎn)速百位設(shè)定,(轉(zhuǎn)速窗口)中的百位閃爍。
⑼ 運行(停止)鍵。開機后首先按該鍵,整機將全自動進行振動時效掃描并處理的全過程。運行中按該鍵將在任何狀態(tài)下都立即停止。
據(jù)多年現(xiàn)場經(jīng)驗和理論研究,對工件的支撐、激振器的裝夾和傳感器的放置有如下工藝要求:
1、 當工件外觀近似于長條形時,則認為工件屬于梁型件類,橡膠墊應(yīng)在距端部2/9長度處,激振器卡在中間位置進行彎曲振型振動
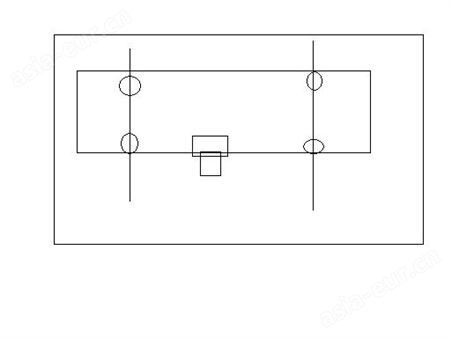
2、當工件外觀近似于長方形時,則認為工件屬于板型件類。橡膠墊應(yīng)在倆端距端部2/9長度處四點支撐,激振器裝夾在中間位置,拾振器放在遠離激振器的位置,振感的位置
3、當工件的長≈寬≈高時,則認為工件屬于方型件類。橡膠墊可采用三點支撐方式,激振器放在平行于長方向的倆端中間位置,拾振器放在遠離激振器的位置。如圖3。
4、當工件為圓形時,橡膠墊在圓環(huán)底部采用三點成等腰三角形支撐,激振器裝夾在任意兩個橡膠墊中間,傳感器放在另兩個橡膠墊中間,遠離激振器位置。
5、當工件為軸類件時或工件體積外觀比較小時無法單個處理時,采用工作臺處理,按梁型件類支撐,采用V形鐵支撐,若軸的鋼性較差,可采用懸掛方式處理。
HZ系列 振動時效
下一篇:https:///p/product/proDetail?itemid=6390776









所有評論僅代表網(wǎng)友意見,與本站立場無關(guān)。